上QQ阅读APP看本书,新人免费读10天
设备和账号都新为新人
知识点二:磁粉检测基本原理
1.磁粉检测原理
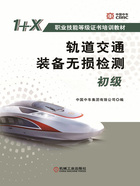
铁磁性材料工件被磁化后,由于不连续性的存在,使工件表面和近表面的磁力线发生局部畸变而产生漏磁场,吸附施加在工件表面的磁粉,在合适的光照下形成目视可见的磁痕,从而显示出不连续性的位置、大小、形状和严重程度,如图2-14所示。
磁粉检测时,缺陷应与磁力线方向垂直或成较大的角度(通常≥45°)方能有效检出;如缺陷方向与磁力线方向一致或夹角较小,因其对磁力线的影响不大,往往不能形成足够的漏磁场,导致无法有效检出。

图2-14 磁粉检测原理
1—漏磁场 2—裂纹 3—近表面气孔 4—划伤5—内部气孔 6—磁力线 7—工件
2.磁粉检测原理的物理基础
根据磁粉检测原理(见图2-14),磁粉检测实现的两个基本前提:一是铁磁性材料工件被足够的外加磁场磁化,以使缺陷部位能够产生足够的漏磁场;二是工件表面施加有合适的磁粉/磁悬液,并在适当的光照条件下能够被人眼识别。
3.磁粉检测注意事项
1)只适用于铁磁性工件(如铸铁、铸钢、低合金钢、碳素钢等),不适用于非铁磁性工件。非钢铁工件、奥氏体不锈钢,以及奥氏体不锈钢与铁磁性钢焊接工件,不能进行磁粉检测。
2)适宜检测工件表面缺陷,对于工件内部缺陷,随其距工件表面深度增加,检测灵敏度不断降低,且近表面缺陷的磁痕显示较为模糊。
3)磁粉检测工序一般应安排在成品状态下进行,磁粉检测后如还需进行机械加工、打磨、矫正、磨削等处理,在相应工序后应再安排进行磁粉检测,否则机械加工、打磨后将暴露工件内部可能存在的缺陷,以及矫正、磨削等可能产生的缺陷。
4)受表面涂覆层厚度影响,工件表面一般不得有涂覆层存在,否则影响磁痕形成。如涂覆层致密均匀,其厚度一般不超过50μm。