上QQ阅读APP看本书,新人免费读10天
设备和账号都新为新人
1.2.2 绝对和增量位置数据G90、G91
(1)指令功能
确定当前尺寸数据的类型。
(2)指令格式
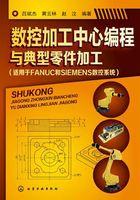
G90;绝对尺寸[见图1-22(a)]
G91;增量尺寸[见图1-22(b)]

图1-22 绝对尺寸与增量尺寸
(3)参数说明
该指令无参数。
(4)使用说明
①G90和G91指令分别对应着绝对位置数据输入和增量位置数据输入。其中G90表示坐标系中目标点的坐标尺寸,G91表示待运行的位移量。G90/G91适用于所有坐标轴。
②程序启动后G90适用于所有坐标轴,并且一直有效,直到在后面的程序段中由G91(增量位置数据输入)替代为止(模态有效),反之也相同,即G90和G91为同组的模态G指令。
③绝对位置数据输入中尺寸取决于当前坐标系(工件坐标系或机床坐标系)的零点位置。零点偏置有以下几种情况:可编程零点偏置,可设定零点偏置或者没有零点偏置。
④机床启动后的基本状态可由机床数据设定,一般为G90状态。
(5)G90和G91应用举例
N10 G90 X20 Z 90; 绝对尺寸
N20 X75 Z-32;仍然是绝对尺寸
…
N180 G91 X40 Z20; 转换为增量尺寸
N190 X-12 Z17; 仍然是增量尺寸